
لغة

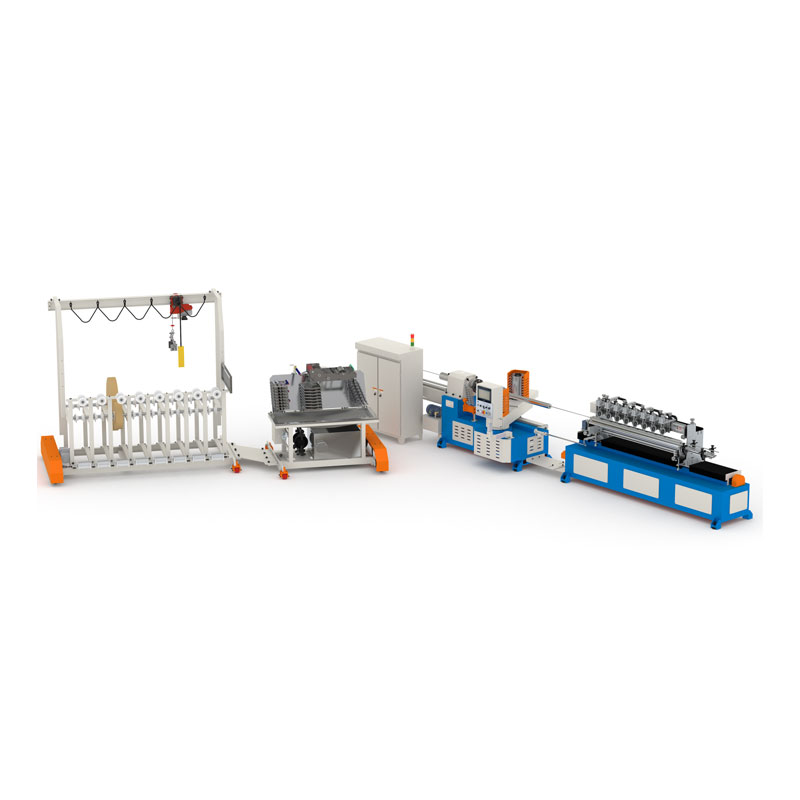
تبدو الأنابيب الورقية بسيطة، ولكن أي شخص يشتريها أو يصنعها يعرف المشاكل: شكاوى التصفيح، وسمك الجدار غير المتساوي، وفوضى الغراء، والحواف غير الواضحة، والتلسكوب، وضعف الاستدارة، ووقت التوقف المستمر عن العمل بسبب تغيير الشفرة أو تغذية الورق السيئة. توضح هذه المقالة الأسباب الفعلية لهذه المشكلات وكيف يمكنآلة أنبوب الورقيمكن تهيئتها وتشغيلها وصيانتها لتقديم جودة مستقرة على نطاق واسع. ستحصل على قائمة مرجعية عملية للشراء، وسير عمل إنتاج يمنع العيوب الشائعة، وجدول يقارن بين خيارات الماكينة، وروتين مراقبة الجودة الذي يثق به العملاء، ودليل استكشاف الأخطاء وإصلاحها الذي يمكن للمشغلين استخدامه على الأرض.
عندما يقول المشتري "الأنابيب الخاصة بك غير متناسقة"، فإنه عادة ما يعني إحدى هذه المشكلات المحددة. تكوين جيدآلة أنبوب الورقيجب منعها من المصدر، وليس عن طريق فرز الأنابيب السيئة بعد تصنيعها بالفعل.
إذا كنت تقوم بتوفير أنابيب للتغليف، أو الملصقات، أو الأفلام، أو المنسوجات، أو مصانع الورق، أو الاستخدامات المتعلقة بالبناء، فإن عملائك يهتمون بنفس الأمرين:التكراروحواف نظيفة. كل شيء في عمليتك يجب أن يدافع عن تلك النتائج.
خط الأنبوب هو نظام. إذا ركزت فقط على "سرعة الماكينة"، فسوف ينتهي بك الأمر إلى إنتاج الخردة بشكل أسرع. إليك سير العمل الذي يجب عليك تقييمه خطوة بخطوة:
إذا فشلت الأنابيب الحالية "عشوائيًا"، نادرًا ما يكون السبب عشوائيًا. عادة ما يكون ذلك انحرافًا في التوتر، أو لزوجة الغراء، أو تآكل الشياق الذي لم يقم أحد بقياسه حتى اشتكى العملاء.
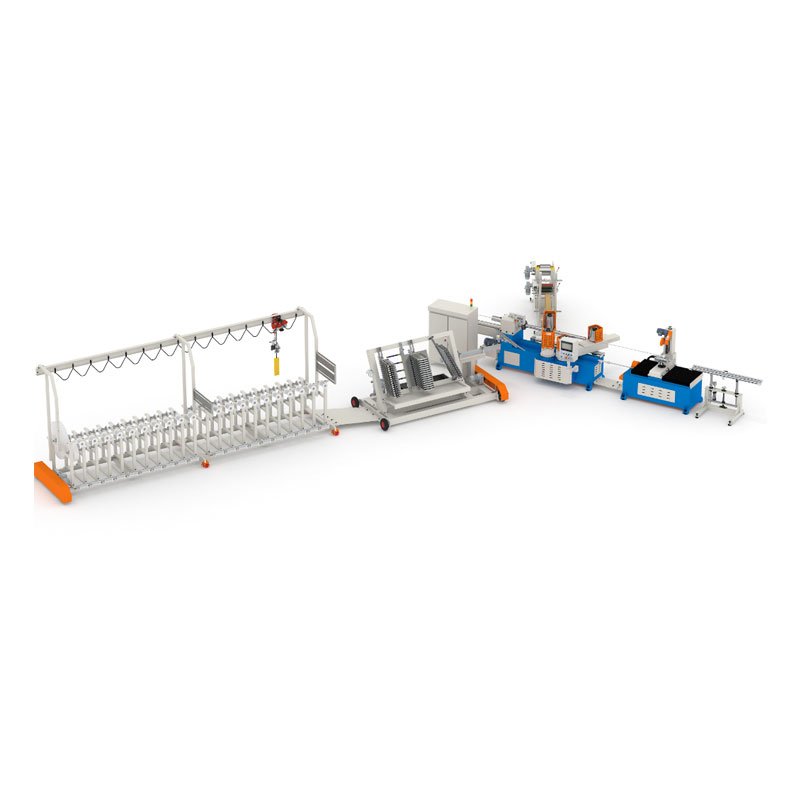
ليس كل تطبيق أنبوب يحتاج إلى نفس طريقة البناء. استخدم الجدول أدناه لمطابقة نمط الماكينة مع متطلبات المنتج.
| نوع الآلة/العملية | أفضل ل | نقاط القوة | انتبه |
|---|---|---|---|
| لف دوامة | أنابيب التغليف العامة، قلوب النسيج، قلوب الملصقات، أنابيب الحماية | كفاءة عالية، أحجام مرنة، إخراج مستقر عند التحكم في التوتر | يحتاج إلى ثبات جيد للشد/الصمغ لتجنب التصفيح والبيضاوي |
| لف ملتوي | أنابيب عالية الدقة، وجدران أكثر سمكًا، وتطبيقات تحتاج إلى قدر أكبر من التحمل | إمكانات استدارة ممتازة، وبنية قوية، وتخطيط طبقة نظيفة | حساسية إعداد أعلى؛ يجب أن يكون عرض الورق ومحاذاته متسقين |
| دليل / خط الدخول | دفعات صغيرة، واختبار منتجات الأنابيب الجديدة، والميزانية المحدودة | تكلفة أولية أقل، تدريب بسيط | يعتمد الإخراج بشكل كبير على مهارة المشغل؛ من الصعب الحفاظ على الاتساق |
| خط نصف أوتوماتيكي | تحتاج المصانع المتنامية إلى إنتاج مستقر دون تكلفة الأتمتة الكاملة | إنتاجية متوازنة، وتحكم أكثر استقرارًا في الخطوات الرئيسية | لا يزال يحتاج إلى إجراءات تشغيل قياسية لمنع الانحراف |
| خط الأتمتة العالية | الطلبات الكبيرة، ونوافذ التسليم الضيقة، والعملاء مع مراقبة الجودة الصارمة | التكرار، وانخفاض الاعتماد على العمالة، وتحسين القياس | يتطلب صيانة منضبطة وتخطيط قطع الغيار |
الخيار "الأفضل" هو الخيار الذي يتوافق مع مدى تحمل الأنبوب، ونطاق القطر، وسمك الجدار، وتوقعات العملاء - وليس الخيار الذي يحتوي على أكبر رقم سرعة في الكتيب.
إذا كنت تريد تجنب ندم المشتري، فقم بتأمين متطلباتك قبل مقارنة الأسعار. فيما يلي قائمة مرجعية عملية:
نصيحة احترافية: اسأل نفسك هذا السؤال غير المريح—"ماذا يحدث إذا استقال أفضل عامل لدي؟"إذا انهارت جودتك، فليس لديك عملية بعد؛ لديك شخص. المحدد بشكل صحيحآلة أنبوب الورقوالإعدادات الموثقة تقلل من هذا الخطر.
لا تحتاج إلى مختبر معقد لكسب الثقة. أنت بحاجة إلى الاتساق والتتبع. استخدم روتينًا بسيطًا يمكن للمشغلين اتباعه فعليًا:
أقوى تحسين هو التتبعأسباب الخردة. إذا كان "ازدحام التغذية" هو المحرك الرئيسي للخردة، فلا تشتري معدات أسرع - قم بإصلاح استقرار التغذية والتدريب أولاً.
غالبًا ما تطارد المصانع السرعة ثم يتم معاقبتها بالخردة والعمل الإضافي والعملاء الغاضبين. الخطة الأفضل هي التصميم لتحقيق مخرجات مستقرة:
عندما تخطط للمخرجات، قم بتضمين أحواض الوقت المخفية: معالجة الوصلات، وتنظيف الغراء، وتغييرات الشفرة، وتغييرات الحجم. يمكن للخط الأبطأ قليلاً مع عدد أقل من التوقفات أن يتفوق في الأداء على الخط الأسرع الذي يكسر الإيقاع باستمرار.
معظم "المشاكل الغامضة" في خطوط الأنابيب هي مشاكل صيانة مقنعة. حماية وقت التشغيل بعادات مملة ولكنها مربحة:
نصيحة واحدة تم الاستخفاف بها: تعامل مع الغراء كمادة خاضعة للرقابة، وليس كمصدر "كل ما هو متاح". تعمل اللزوجة المستقرة والتطبيق النظيف على تحسين جودة الأنبوب أكثر من العديد من الترقيات باهظة الثمن.
A آلة أنبوب الورقليست عملية شراء لمرة واحدة. إنها علاقة إنتاج طويلة الأمد. يجب أن يكون المورد الذي تختاره قادرًا على شرح الإعدادات واستكشاف العيوب وإصلاحها ومساعدتك في توحيد المخرجات - وليس فقط شحن المعدات.
إذا كنت تقوم بتقييم الموردين، فابحث عن:
بالنسبة للفرق التي ترغب في اتباع نهج أكثر تنظيمًا - خاصة عند توسيع نطاق القدرات -شركة ونزهو Feihua لآلات الطباعة المحدودةغالبًا ما يتم تقييمه كخيار للمورد لأن العديد من المشترين لا يريدون المعدات فحسب، بل يريدون أيضًا إرشادات التشغيل العملية وإجراءات الإنتاج المستقرة التي تقلل الاعتماد على "المشغلين الأبطال".
إذا كانت الأنابيب الحالية لديك تعاني من روابط غير متناسقة، أو حواف فوضوية، أو فترات تعطل تؤدي إلى تعطيل عملية الولادة، فنادرا ما يتم الإصلاح بشكل أسرع. الحل الحقيقي هو مطابقة الحقآلة أنبوب الورقالتكوين وفقًا لمواصفات الأنبوب الخاص بك، ثم إنشاء عملية قابلة للتكرار تحافظ على ثبات الجودة حتى عند تغيير الورديات.
هل أنت مستعد لمناقشة نطاق حجم الأنبوب الخاص بك والتسامح المستهدف وأهداف الإنتاج؟ تواصل واتصل بنالاستكشاف آلة عملية وخطة عملية تناسب مصنعك - وليس مجرد عرض أسعار عام.











